產品展示
Product Display

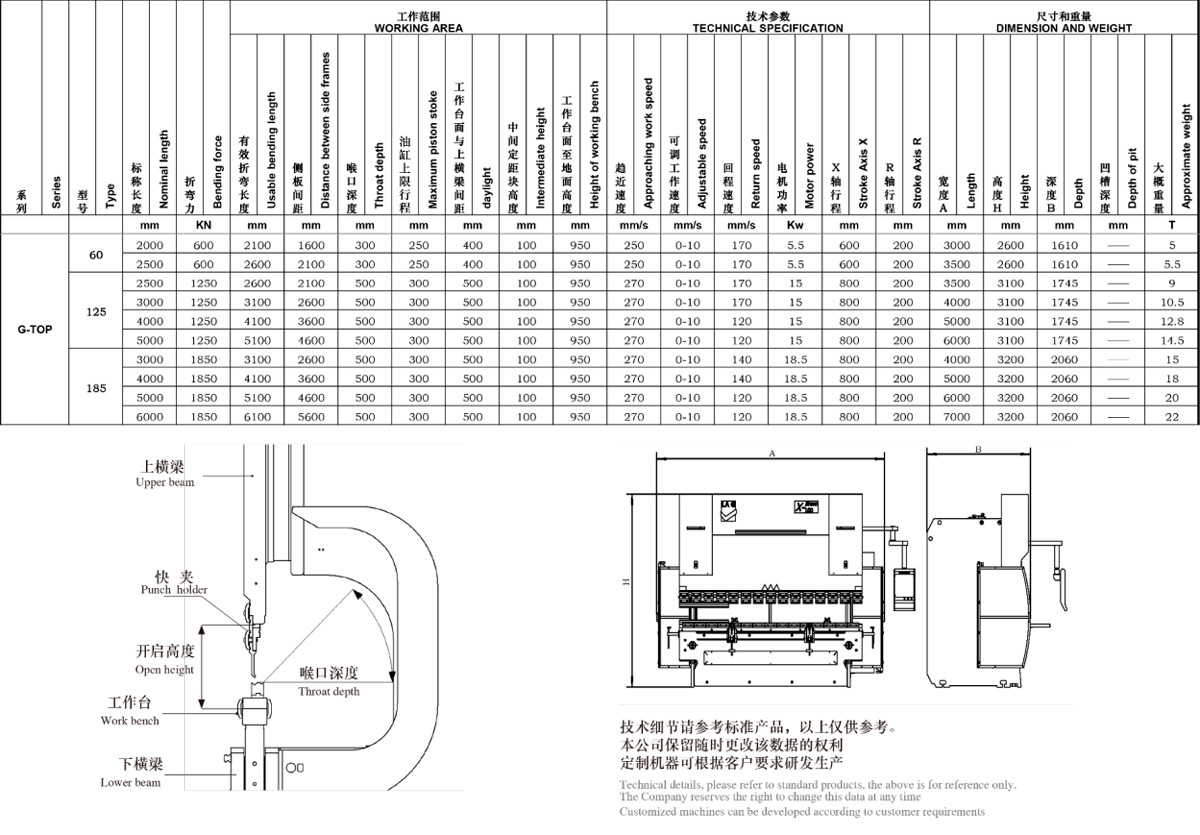
G - T O P 折彎機
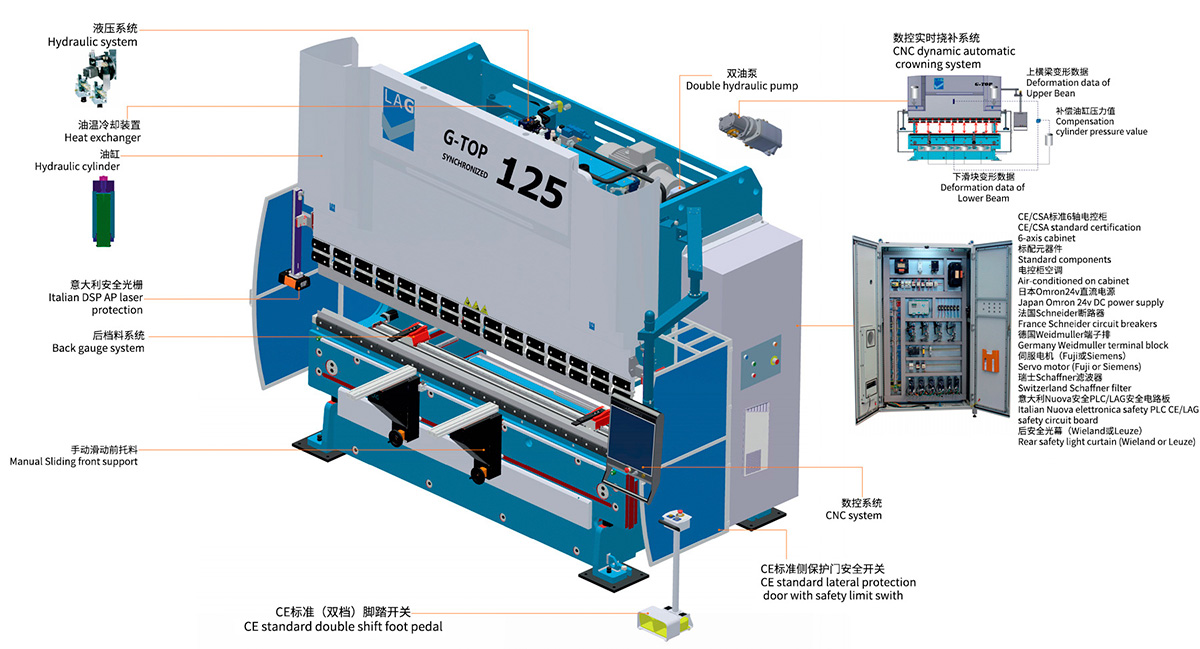
G-T O P系列折彎機凝聚了LAG多年來折彎技術經驗,能夠滿足您在折彎領域多樣性的應用和產品。G-T O P系列憑借豐富的配置,優良的參數,成為當LAG暢銷的折彎機型號之一。
性能,折彎質量,配置
1. 性能
G-T O P系列折彎機擁有LAG所有折彎機系列中效率及靈活,主要包括:
? 高速運動軸,包括:上橫梁快下,工進,后擋料(X-R-Z1-Z2);
? 快速更換模具,靈活多樣的模具系統;
? CE標準設計的智能化的系統;
? 后檔料標準配置4軸(X-R-Z1-Z2),后擋料和可伸縮的氣動托料架,油溫冷卻系統,電柜箱空調,獨立的液壓補償系統;
? G-CS數控實時自動補償系統,無需過多依靠工人經驗人工調整輸入預設的補償值,生產效率提升;
? 功能強大的基于PC技術的數控系統,符合人體學設計的懸吊式觸摸屏控制器,直觀的二維圖形編程及模擬功能,方便和易于操作者快速掌握2D離線編程軟件。
2. 折彎質量
使用G-T O P折彎機,可獲得所有系列中的折彎質量。
? 每次折彎都能確保產品的角度、直線度一致性。
? 通過加工后螺栓聯接式模塊化機架結構,機器使用壽命及折彎精度;
? 專利G-Reflex墻板比例型變補償系統(中國發明專利,專利號ZL 2017 1 0296448.6);
? G-CS數控實時自動補償系統:當板厚確定時,不管工件長度及折彎位置如何變化,G-T O P系列折彎機可自動確保在全長內的折彎角度0.5度以內誤差;
? 后擋料確保在折彎過程中始終能夠準確定位。
3. 配置
G-T O P系列折彎機配置豐富
? 靈活多樣的后擋料系統,數控系統,上下料1處理系統,模具裝夾系統;
? 可遠程在線控制的診斷觸摸屏系統;
? 可選隨動托料系統(A1-A2-A3-A4);
? AMS角度測量系統;
? 動態復合軸GPM-6后擋料(X1-X2-R1-R2-Z1-Z2);
? G-T O P/R機器人折彎單元;
? 可滿足您所有的定制需求(特殊模具,自動模具裝夾,自動換模,視覺系統,客戶定制化的解決方案和離線編程軟件)。
墻板比例型變補償系統專利 G-Reflex(中國發明專利,專利號ZL 2017 1 0296448.6)
G-Reflex補償系統在G-T O P折彎機上的運用,無論折彎條件隨著板材厚度、長度或折彎的位置發生變化,都能保證每次折彎角度在全長內一致對于所有的折彎機,折彎機典型、無法避免的問題的是在折彎過程中懸臂結構的墻板在反作用力下變形產生“張口”效應,如果用于測量行程的光柵尺直接固定在側墻板上,由于“張口”變形將導致光柵尺測量錯誤。為避免這種現象,我們的G-T O P折彎機的下橫梁底部二側用螺栓各固定了一個附加“c”型架用于聯接光柵尺。由于這個附加“c”型架獨立于機架本體結構,因此在折彎過程中不會隨上面所描述的墻板的變形而發生形變,從而保證機器的精度。
安裝G-Reflex補償系統之后,上橫梁的實際位置通過安裝在帶自動調節的平衡裝置和獨立的無變形影響的附加“C”型架上的二把光柵尺來檢測,因此,在折彎過程中這套G-Reflex補償系統會根據墻板”張口”的變形量自動光柵尺的測量誤差。
數控實時自動補償系統 G-CS
G-T O P系列配置的LAG創新的數控實時自動補償系統G-CS,是代表當今全球折彎機市場數控技術的撓度補償系統之一。同時,由于采用了創新的自動擾度補償系統G-CS,墻板型變補償系統G-Flex和經過加工的螺栓聯接的機身結構的技術,使得G-T O P系列折彎機具有折彎精度和高穩定度的特點。
其中核心的創新技術G-CS自動補償系統是指:在折彎的過程中數控系統根據上、下橫梁的實時變形量,輸出相應的補償值驅動補償油缸進行動態補償,這種補償的過程是由安裝在上、下橫梁上的二個電位計實時采集變形數據并通過數控系統自動向單獨的液壓補償系統發出動態補償值的閉環控制的過程。
所有的傳統撓度補償系統是根據經驗值計算或者對橫梁的變形量進行預設后多次試折,因為這是無法控制的。理論上每次折彎材質的變化、孔的分布情況或在折彎機不同位置折彎,都可能改變設定的橫梁的變形值,因此理論預期、試折彎和計算都不能根本解決這些問題。終的結果是:折彎成型的角度不是你編程所設定的值。
G-CS自動撓補系統在板厚不變的折彎情況下,簡化了復雜的試折彎工作過程,即使折彎工件的長度不同,或在折彎機的不同位置都能由G-T O P折彎機自動實現確保折彎出相同的角度及直線度的工件,操作人員無需再根據經驗及折彎的長度變化調整輸入預設的補償值。
后擋料系統(X-R-Z 1-Z2)
作為保證折彎產品尺寸精度的后擋料系統是保證折彎機折彎精度的重要部件。G-T O P系列標準機型的4軸(x-R-zl-zz)后擋料確保能在靈活、高速度下完成幾乎所有復雜折彎工件的定位需求。
側板加工面為基準面安裝直線導軌及齒輪齒條傳動方式,無需調整即可確保后檔料橫梁的左右支撐面平行度。由于采用消隙技術的齒輪齒條傳動,快速度高達600mm/秒。
鋁及鋼零件組合的后橫梁左、右支撐座可通過楔形機構分別對X軸方向及R軸方向微調,體現了LAG對折彎工藝的追求。
后擋料橫梁以鋼管作為主體結構確保橫梁堅固不變形,鋼管上方復合的專用鋁合金型材確保了橫梁的動態加速度及后擋指靈活多變的需求,并且可在鋁合金橫梁的全長范圍內任意位置的直線度及高度進行調整。
高度集成的LAG設計的X-R軸全密閉自潤滑一體式變速器,采用直聯雙驅動傳動方式,實現可靠傳動的同時確保左右方向的同步精度。
后擋指防撞功能(中國發明專利,專利號ZL 2017 1 0735450.9)
標準后擋料配置兩個數控擋指(Z1-Z2)當發生誤操作情況下導致后擋指受撞擊時,擋指塊會從底座上開,避免了后擋料精度受到損害,同時更好地保證了操作人員人身。
氣動伸縮托料架GRP-R
在折彎定位開始時,與zi-zz擋指分別組合成一個整體系統并隨著他們沿著z軸方向一起移動的GRP-R氣動伸縮托架伸出輔助將板料在后擋指與下模之間支撐,上模壓住板材后,GPR-R收回并與后擋指共同退讓。對于折彎大型面板類的產品該裝置有用,操作者可在同一送料方向連續折彎,無需調頭,折彎效率及精度。
氣動伸縮托料架表面的毛刷臺可確保金屬表面無劃傷。
手動滑動前托料架
高剛性組合結構式前托料架通過滾輪支撐沿直線導軌在Z軸方向通過手動方式實現左右滑動,高度也可以通過手柄方便調節。可根據需要為托料架選配帶停車位的特殊加長的下橫梁。
上模快夾
日本旭光H=100mm高精度手動單面快夾,安裝模具時無需扳手,用手掌推動鎖緊模具,松開時僅需手指輕松扣動具有二個檔位的手柄,兼容于歐式、日式及國產模柄結構的裝夾,一個人即可方便快速的從快夾側面或底部快速換刀可根據需要選配雙面快夾或H=150mm的快夾。
下模夾具
LAG手動自定心夾具,用螺絲固定,當更換下模時無需調整自動與上模對中,不需要調整上下模具。
模塊化模具系統
經過磨削加工的分段的模具及多樣化的模具組合方式方便用戶的使用及更換。
根據您所需折彎產品的零件圖及常用的板料厚度的情況,LAG的工程師會根據折彎機的開口高度及折彎力。
的折彎模具的選型,包括:
標準上模(Plb) 1套
標準下模(P15) 1套
N160下模座及T型導軌 1套
客戶可根據情況自己配置模具或在LAG的技術團隊的協助下為您提供一份適合您的折彎工藝方案,設計及提供其它特殊模具組合。
CE標準防護系統
G-T O P折彎機配有先進的解決方案,生產效率和保護水平。除了遵循CE的相關標準和規定安裝符合CE的高品質電器及液壓元器件外,標配符合CE標準的DSP-AP多點光幕,NCS可編程專用PLC對所有系統進行 中 央 管理及控制。
? 點可從6mm小設置在夾緊點上方2mm處(0. 2秒)
? 確保操作人員,提升操作人員的信任和工作效率
? 即使在速度下也沒有隱患
? 模具防撞保護
? 為了實現復雜工件的折彎時的折盒子模式下不能實現高速折彎功能
? 可以分工步選擇不同的折彎模式
? 可調節高度的安裝固定臂帶有刻度尺,以便快速更換模具后重新對中
帶空調的電控柜
電氣柜空調系統可保護電氣柜內的電氣元件在溫度環境下運行,同時機柜空調具有功能,保證機柜內部有理想的溫度和濕度環境;同時隔離了外界環境中的灰塵,腐蝕氣體,延長了電氣元件的使用壽命。
油溫冷卻系統
G-T O P系列折彎機采用創新設計的液壓系統,布局更加合理,標配獨立的全自動油溫冷卻裝置,對主油箱進行冷卻,確保液壓系統在長期惡劣環境下更穩定工作,液壓元件使用壽命。
獨立的專用液壓補償油泵
排除主液壓系統干擾穩定的液壓補償工作壓力,確保折彎角度及精度恒定。
ESA 550 PC觸摸屏數控系統
LAG與世界的數控系統生產商ESA合作,配置現代電子信息控制技術與折彎機行業新應用技術相結合的數控系統一ESA 550PC,使操作者很容易快速實現各種不同形狀、不同條件下的編程、校準以及折彎。
ESA550PC采用現代技術的15寸觸摸屏設計,WindowsXP操作系統,也可外接鍵盤、鼠標操作,帶來了數據輸入體驗上的改進,編程時間也大幅縮短。
大多數折彎工件可通過二維圖形編程,二維自動模擬折彎,自動生成折彎步序,即使初學者也能快速的完成折彎工作;根據需要,操作者也可以在系統上對工件進行三維顯示。
2D離線編程軟件
所有G-T O P系列折彎機,都可以通過標準配置的二維離線編程軟件,在辦公室進行折彎模擬,展開料的計算等設計工作。
主要標準配置
"C"型板變型補償系統G-Reflex
數控實時自動補償系統G-CS
數控系統ESA 550PC / Delem 66T
6+1軸(Y1-Y2-X-R-Z1-Z2+V)
后擋料GRP-R(X-R-Z1-Z2,2個毛刷臺)
2個后擋指
CE標準(雙檔)腳踏開關
咨詢熱線:
13705384901
生產國際前列水準的數控折彎機、剪板機、數控沖床等鈑金加工設備,打造葛世國際技術品牌
聯系我們
咨詢熱線:13705384901 18953813118 0538-6089096 0538-6089189
地 址:山東省泰安市寧陽縣磁窯鎮幸福路北首魁星路南



 魯公網安備 37092102000230號
魯公網安備 37092102000230號